


ОоЭЗУЧЪЧШчКЮНјааКНПеЗЂЖЏЛњзАХфЕФ?

ЁЁЁЁЪ§зжЛЏжЦдьММЪѕзїЮЊЯШНјжЦдьММЪѕЕФКЫаФММЪѕЃЌвдЦфЯьгІПьЁЂжЪСПИпЁЂГЩБОЕЭМАШсадКУЕШгХЕуЃЌдкКНПеВњЦЗЕФШ§ЮЌЪ§зжЛЏЩшМЦЁЂЙЄзАЪ§зжЛЏЖЈвхЁЂдЄзАХфЁЂЪ§зжЛЏбљЛњгІгУЁЂжївЊСуМўЕФЪ§ПиМгЙЄЁЂВњЦЗЪ§зжЗТецгыЪдбщЁЂЙЄвеЪ§жЕФЃФтгыЗТецЁЂВњЦЗЪ§ОнМАжЦдьЙ§ГЬЙмРэЕШЗНУцгаСЫНЯЩюШыЕФгІгУЃЌе§ГЩЮЊ21ЪРМЭЭЦЖЏКНПеЗЂЖЏЛњжЦдьЯђЧАЗЂеЙЕФжїЖЏСІЁЃЫцзХЪ§зжЛЏММЪѕЕФНјВНЃЌжЦдьЙ§ГЬгыВњЦЗЪ§зжУшЪіРэТлЁЂЪ§зжЛЏзАБИЕФЗЂеЙЁЂЪ§зжЛЏжЦдьММЪѕНЋж№ВНЕизпЯђГЩЪьЁЃ
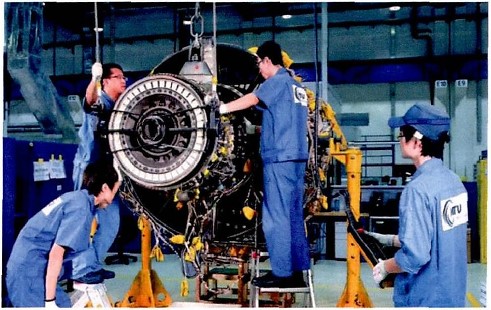
ЁЁЁЁКНПеЗЂЖЏЛњЕФзАХфжЦдьЩцМАзАХфЙЄвеЁЂзАХфЙЄзАЁЂзАХфМьВщвдМАзАХфЙ§ГЬЙмРэЕШММЪѕЮЪЬтЁЃзАХфжЦдьЪ§зжЛЏбаОПЕФЕФФПЕФОЭЪЧвЊбаОПШчКЮВЩгУЪ§зжЛЏЕФЪжЖЮКЭЙЄОпРДИФЩЦКЭЬсИпзАХфЙЄзїЯжГЁЕФЩњВњзщжЏгыжЪСПЕФПижЦФмСІЃЌвдЬсИпЩњВњзщжЏаЇТЪКЭзАХфжЪСПЁЃ
ЁЁЁЁКНПеЗЂЖЏЛњДЋЭГзАХфзАБИ
ЁЁЁЁдкУёгУДѓКЕРБШЮаТжЗчЩШЗЂЖЏЛњЕФЗчЩШЁЂКЫаФЛњЁЂЕЭбЙЮаТжзАХфГЩжїЛњвдМАЭтВПзАХфЙ§ГЬжаЃЌОГЃРћгУЫФЕНСљИљЙЬЖЈдкЕиУцЩЯЕФЫзГЦ“ЯѓЭШ”ЕФСЂжљРДжЇГаЗЂЖЏЛњЭтВПГаСІЛњЯЛЃЌЮЊСЫЗНБувЦЖЏР§ШчЗчЩШЛњЯЛЕШВПМўЃЌЛЙРћгУСЫзАгаЙіЖЏТжЕФГЕМмЁЃ

6ИљжЇжљЩЯзАХфЗЂЖЏЛњ
СЂжљгыЩЯВПЕѕзАНсКЯ
ЁЁЁЁРћгУзАХфГЕМмЁЂСЂжљНјаазАХфЪєгкДЋЭГзАХфЗНЗЈЃКгХЕуЪЧеМгУПеМфаЁЃЌНЈЯпГЩБОЕЭ;ШБЕуЪЧПЩЛюЖЏЕФздгЩЖШЪ§ЕЅвЛЁЂзАХфЧјгђгаЯоЃЌЙЄШЫгаЪБашвЊНшжњЬнМмРДЭъГЩВПЗжзївЕЃЌДцдкАВШЋвўЛМЁЃСэЭтСЂжљгыЩЯВПЕѕзАНсКЯЕФзАХфЗНЪНжЛЪЪгУгкЫЎЦНзАХфЃЌВЂЧвдкзАХфЙ§ГЬжагаЪБЛЙашвЊНшжњЩЯВПЕѕзАЯЕЭГШчЬьГЕЕШЃЌВЛЪЪКЯдкДѓХњОАЩњВњжагІгУИУжжзАХфЗНЗЈЁЃ
ЁЁЁЁгЩгкКНПеЗЂЖЏЛњжиСПДѓЃЌдкзАХфКЭдЫЪфЙ§ГЬжаЛЙгУЕНСЫЦ№жиЩшБИЁЃдкЗЂЖЏЛњзАХфГЕМфЃЌЖржжЕѕГЕаЭЪНПЩгУдкЯрЪЪгІЙЄВПЃЌЦфжагаЃКЧХЪНЛђаќЙвЦ№жиЛњЁЂаќБлЦ№жиЛњЁЂЕЅЙьЦ№жиЛњЃЌМмПеЙьЕРЯЕЭГЁЃдкгІгУЕѕГЕаЭЪНЩшБИНјааКНПеЗЂЖЏЛњЕѕзАЪБЃЌДцдкЕФВЛзужЎДІЪЧЃКвЛЪЧЦєЖЏЕчСїЖдЕчЭјГхЛїДѓЃЌИКдиДѓЙпаддьГЩЕФЛњаЕГхЛївВНЯДѓЃЌГЄЦкЪЙгУЛсдьГЩЛњаЕЩшБИЪЙгУЪйУќЕФЫѕЖЬЃЌВйзїШЫдБЕФАВШЋЯЕЪ§НЯВюЃЌЩшБИдЫааПЩППадЯрЖдНЯЕЭ;ЖўЪЧВйзїШЫдБЕФЪьСЗГЬЖШгыЦ№жиЛњЙЄзїЪБЕФаЕїадгаКмДѓЙиЯЕЃЌГЄЪБМфзївЕзЈзЂзївЕЛсЪЙВйзїШЫдБОЋЩёбЙСІДѓЃЌШнвзВњЩњЦЃРЭЃЌвзВњЩњЮѓВйзїЁЃ
ЁЁЁЁКНПеЗЂЖЏЛњЯШНјзАХфзАБИ
ЁЁЁЁЫцзХЪ§зжЛЏЁЂздЖЏЛЏЁЂаХЯЂЛЏЕШММЪѕдкЗЩааЦїжЦдьММЪѕжаЕФЙуЗКгІгУЃЌДЋЭГЕФИеадЖЈЮЛж№НЅЯђЪ§зжЛЏЁЂздЖЏЛЏЁЂШсадЛЏЖЈЮЛЗНЯђЗЂеЙЁЃ
ЁЁЁЁШсадзАХфЪЧжИВЩгУШсадЖЈЮЛММЪѕНјаазАХфЕФвЛжжЪ§зжЛЏзАХфЗНЗЈЃЌетжжЙЄзАПЩвдЪЪгУгкВЛЭЌаЮзДЁЂВЛЭЌГпДчзщМўЛђВПМўЕФзАХфЃЌТњзуВЛЭЌВњЦЗЕФЖЈЮЛашвЊЃЌЭЌЪБПЩвдБЃжЄзАХфЕФзМШЗЖШЁЃШсадзАХфММЪѕЪЧвЛжжФмЪЪгІПьЫйбажЦЁЂЕЭГЩБОжЦдьМАЙЄзАПЩжизщФЃПщЛЏЕФЯШНјзАХфММЪѕЃЌКИЧСЫШсадЙЄзАЁЂОЋШЗЖЈЮЛгыМьВтЁЂЪ§ОнВЩМЏ/ДІРэЯЕЭГЕШЗНУцЕФММЪѕЁЃ
ЁЁЁЁШсадзАХфЙЄзАЛљгкВњЦЗЪ§зжСПГпДчаЕїЬхЯЕЩшМЦЃЌОпгаФЃПщЛЏЁЂПЩжизщЁЂздЖЏЛЏЕФЬиЕуЃЌУтГ§СЫЩшМЦКЭжЦдьИїжжВњЦЗзАХфзЈгУЕФДЋЭГзАХфаЭМм/МаОпЃЌДгЖјНЕЕЭСЫЙЄзАжЦдьГЩБОЃЌЫѕЖЬЙЄзАзМБИжмЦкЃЌЭЌЪБДѓЗљЖШЬсИпзАХфЩњВњТЪЁЃ
ЁЁЁЁФПЧАЃЌЙњЭтКНПеЗЂЖЏЛњЯШНјзАХфзАБИжївЊгавдЯТЗЂеЙЁЃ
ЁЁЁЁ1ЁЂгІгУЩЯВПЙьЕРЫЎЦНЕѕзАЯЕЭГзАХф
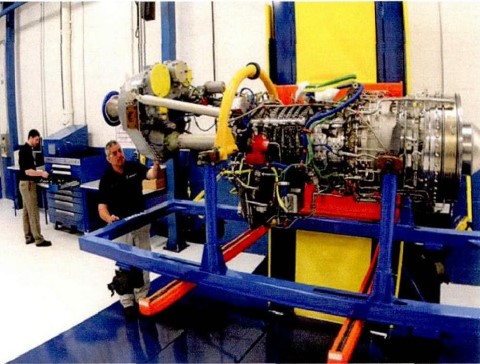
ЁЁЁЁЩЯВПЙьЕРЫЎЦНЕѕзАЯЕЭГЙЙГЩЫЎЦНТіЖЏзАХфЯпЃЌЭЈЙ§СїЫЎзївЕЕФЗНЪННЋЗчЩШЁЂКЫаФЛњЁЂЕЭбЙЮаТжЕЅдЊЬхзщзАГЩжїЛњКЭНјааЭтВПзмзА(АќРЈАВзАИНМўЛњЯЛ)ЁЃЗЂЖЏЛњаавЕФкзюжјУћЕФТіЖЏзАХфЯпЪЧGEКНПеЙЋЫОКЭШќЗхМЏЭХЕФвдЩЯВПЕѕзАЫЎЦНзАХфЯЕЭГЮЊжїЬхЕФзАХфЯпЁЃ

ЩЯВПЙьЕРЫЎЦНЕѕзАЯЕЭГ

GE КНПеЫЎЦНТіЖЏзАХфЯп
ЁЁЁЁЫЎЦНТіЖЏзАХфЯпЪзЯШЪЧвдЫЎЦНЕѕзАЕФЗчЩШЛњЯЛЮЊЛљДЁЃЌНјааЗчЩШЕЅдЊЬхзАХфЃЌШЛКѓНЋдкЗжЩЂЕФзАХфЙЄЮЛзАХфГіЕФКЫаФЛњЫЎЦНзАЕНЗчЩШФЃПщЩЯЃЌдйНЋЕЭбЙЮаТжжсЫЎЦНДЉЙ§КЫаФЛњгыЗчЩШЯрСЌЃЌНЋЕЭбЙЮаТжзАХфЕНжїЛњЃЌдйНјааЭтВПзмзАЫЎЦНзАХфЃЌзюКѓЪЧжеМьЁЃ
ЁЁЁЁгІгУЫЎЦНТіЖЏзАХфЯпНјааКНПеЗЂЖЏЛњзАХфЃЌДцдкЕФВЛзужЎДІЪЧЃКИУзАХфЯЕЭГЖдЙьЕРЁЂжЇГХКЭЕиЛљЖМгаЬиЪтвЊЧѓЃЌЦфгІгУВЛАќРЈКЫаФЛњЁЂЕЭбЙЮаТжЁЂИНМўЛњЯЛЕШВПМўзАХфЃЌДЫЭтЭЖзЪДѓЃЌВЛЪЪвЫаЁХњСПЩњВњЁЃетвВЪЧЮЊЪВУДЪРНчЩЯзюГЉЯњCFM56ЗЂЖЏЛњВХИвЩЯТіЖЏЩњВњЯпЁЃ
ЁЁЁЁ2ЁЂгІгУЕЅздгЩЖШЙЄзАЩшБИзАХф
ЁЁЁЁРћгУзАХфГЕМмЁЂСЂжљвдМАЩЯВПЙьЕРЫЎЦНЕѕзАЯЕЭГНјаазАХфЕФЙ§ГЬжаЃЌзАХфВПЁЂзщМўЪЧЙЬЖЈВЛЖЏЕФЃЌзАХфЙЄШЫгаЪБЛсдкМЋВЛЪцЗўЕФзЫЪЦЯТЭъГЩзївЕЃЌВЛФмБЃжЄзївЕЕФжЪСПЁЃИљОнзАХфЙЄвеЕФвЊЧѓЃЌзАХфМўгаЪБашвЊЗДИДЖрДЮЗзЊзАХфЃЌгІгУЩЯЪізАХфЩшБИЁЂЗНЗЈЯдШЛЪЧВЛвзЭъГЩзївЕЕФЁЃЖјШчЙћгІгУЯТЭМЫљЪОЕФЕЅздгЩЖШЙЄзАЩшБИЃЌЗЂЖЏЛњЕШзАХфМўПЩвдЪЕЯжИЉбіа§зЊЃЌдкНјааЗЂЖЏЛњЭтВПЙмТЗЯЕЭГЕФзАХфзївЕвдМАМьаоЪБЃЌПЩвдВЛНшжњЬнМмМШФмЭъГЩДѓВПЗжзївЕЃЌгаРћгкМѕЧсЙЄШЫзївЕЧПЖШЃЌЭЌЪБвВЬсИпСЫзївЕЕФАВШЋадЁЃгІгУЯТЭМЫљЪОЕФЬсЩ§ЩшБИЃЌПЩвдНЋЙЬЖЈдкзАХфГЕМмЩЯЕФЗЂЖЏЛњСЌЭЌзАХфГЕМмвЛЦ№ЬсЩ§ЕНЪЪвЫИпЖШЃЌЗНБуЙЄШЫЭъГЩдкжЛгазАХфГЕМмЪБВЛвзЭъГЩЕФзївЕЁЃ
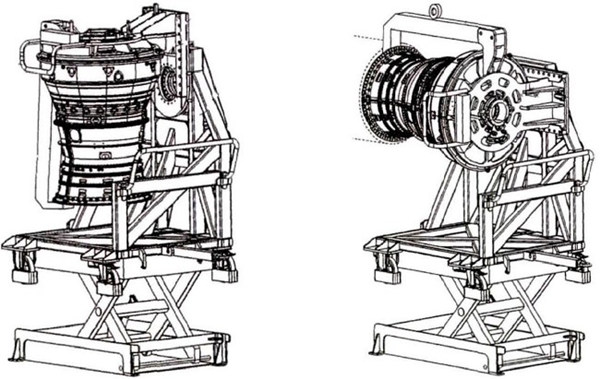
ЕЅжљЬсЩ§ЩшБИ

ЕЅжљЬсЩ§гыЗзЊзщКЯзАХф
ЁЁЁЁ3ЁЂЖрздгЩЖШЙЄзАЩшБИ
ЁЁЁЁSnecmaКНПеЗЂЖЏЛњЙЋЫО(ЯжШќЗхКНПеЗЂЖЏЛњЙЋЫО)ЩъЧыЕФзЈРћЃЌЙЋПЊСЫвЛжжШчЭМЫљЪОЕФКНПеЗЂЖЏЛњЕЅдЊЬхзАХфзАжУЁЃИУзАжУАќРЈвЛИіПЩЩ§НЕМєВцЪНЭаМмЁЂвЛИіЮЛгкЭаМмЩЯЗНЕФЪрзЊВПЗжЁЂЕЅдЊЬхжЇГХЙЄОпКЭдкЪрзЊВПЗжЩЯзАХфЕЅдЊЬхжЇГХЙЄОпЕФИНМгзАжУЁЃМєВцЪНЭаМмФмЙЛЪЕЯжДЙжБЗНЯђЩЯгаЯоЕФЩ§НЕЃЌЭаМмЩЯЗНЕФЪрзЊВПЗжПЩвдНЋЕЅдЊЬхДгЪњжБЮЛжУзЊЕНЫЎЦНЮЛжУЃЌПЩЪЙЕЅдЊЬхЕФзАХфЙЄзїдкзюМбЙЄзїЬѕМўЯТбИЫйНјааЃЌЧвШЫЙЄИЩдЄМЋЩйЃЌБмУтСЫЕЅдЊЬхдЫзЊЁЂЗзЊЙ§ГЬжаЪЙгУЦ№ЕѕЛњаЕДјРДЕФвЛаЉБзЖЫЁЃИУЩшБИВЛзужЎДІдкгкЃКНіНіОжЯогкЕЅдЊЬхжЎМфЕФзАХфЁЃ
ШќЗхЕФЗЂЖЏЛњЕЅдЊЬхзАХфЩшБИ
ЁЁЁЁгЂЙњRolls-RoyceЙЋЫОдкЖдEJ200ЮаТжЗчЩШЗЂЖЏЛњНјаазмзАЙ§ГЬжаЃЌгУЕНСЫЯТЭМЫљЪОЕФзмзАЩшБИЁЃИУЩшБИЕФзмЬхНсЙЙЪНЪЧЕЅжљЬсЩ§ЛњгыЛЁаЮМгГжзАжУЭЈЙ§а§зЊХЬЯрСЌНгЃЌЪЕЯждкзмзАЙ§ГЬжаДЙжБЩ§НЕКЭа§зЊЕФЖЏзїЁЃИУЩшБИгыЕЅжљЬсЩ§гыЗзЊзщКЯзАХфЩшБИЯрБШЃЌжЛгавЛВрЕЅжљЬсЩ§ЛњЃЌНкдМГіСЫСэвЛВрЕФПеМфЃЌЗНБуЙЄШЫзївЕЁЃ

Rolls-RoyceЙЋЫОзмзАЩшБИ
ЁЁЁЁЖрздгЩЖШЙЄзАЩшБИгыЩЯЪіЙЄзАЩшБИЯрБШзюДѓЕФгХЕуЪЧЃКеМЕиУцЛ§аЁ;дкКНПеЗЂЖЏЛњзАХфЪБВЛашвЊДгвЛИіЙЄЮЛвЦЖЏЕНСэвЛИіЙЄЮЛЃЌЬсИпСЫзАХфЕФПЩППад;ВЛНіФмЙЛНјааећЛњзмзАЃЌЛЙПЩвдРћгУИУЩшБИЪЕЯжЕЅдЊЬхЁЂКЫаФЛњЕФзАХфЃЌЭЈгУадНЯЧПЁЃ
ЁЁЁЁИпЖЫзАБИЗЂеЙбаОПжааФБЈИцЭЦНщЃКЁЖКНПеЗЂЖЏЛњЯЕСаЕїбаБЈИцЁЗЃЌШчашЖЉЙКЛђЮЏЭаЖЈжЦЯрЙиПЮЬтБЈИцЧыСЊЯЕЮвУЧ;010-52882700/57325805
ЁЁЁЁРњОЖрФъЕФИпЖЫзАБИВњвЕЛљДЁЧщБЈЙЄзїгыбаОПОбщЕФЛ§РлЃЌББОЉЬЋбєЙШзЩбЏгаЯоЙЋЫО(ИпЖЫзАБИЗЂеЙбаОПжааФ)ЙЙНЈЦ№СЫМЏВњвЕгыаавЕбаОПЁЂЪаГЁЕїбагыЗжЮіЁЂММЪѕЕїВщгызЩбЏЁЂИіадЛЏБЈИцЖЈжЦЁЂЯюФПЗўЮёгыПЩааадбаОПЁЂПЦММЧщБЈгыЮФЯззЪСЯМьЫїЕШЭъБИЕФећЬхзЩбЏНтОіЗНАИгыЗўЮёЬхЯЕЁЃ
ЁЁЁЁУтд№ЩљУїЃКБОЮФФкШнИљОнЗЧУмЙЋПЊадЕїбааХЯЂзЪСЯМгЙЄећРэЃЌФкШнНіЙЉВЮПММАбЇЯАНЛСїЪЙгУЃЌЛЖгИіШЫзЊдиЗжЯэЃЌЯрЙиЦНЬЈЛђУННщШчашзЊдиБОЮФЃЌБиаыгыЮвУЧШЁЕУСЊЯЕЛёЕУЪкШЈЃЌЗёдђгЩДЫв§Ц№ЕФвЛЧаКѓЙћгЩзЊдиЗНГаЕЃЁЃЯрЙижЊЪЖВњШЈЛђАцШЈЙщдзїепЫљгаЃЌШчЩцМАЯрЙиељвщЃЌЧыМАЪБгыЮвУЧСЊЯЕЃЌЮвУЧНЋдкЕквЛЪБМфЭзЩЦДІРэЁЃ